



产品视频
产品详情
联系方式
(1.武汉开目信息技术股份有限公司,武汉 430000;2.中国航发成都发动机有限公司,成都 610503)
[摘要] 航空发动机机匣产品的结构较为复杂、制造精度高,产品加工难度很大。为了更好的提高航空发动机机匣产品的工艺设计效率和质量,分析了机匣零件三维工艺设计要解决的问题,研究了三维工艺设计的方法,并构建了机匣零件三维工艺设计技术路线。通过某机匣产品验证了三维工艺技术的可行性,为三维工艺在航空发动机的应用推广打下了坚实的基础。
航空发动机机匣产品的结构较为复杂、制造精度高,产品加工难度很大。目前企业工艺人员在进行工艺设计时其实是通过经验在大脑中形成,缺少对三维CAD模型的有效利用与支持,计算机对工艺性分析以及对加工工艺规划的辅助支持比较欠缺,工艺的可行性特别大程度取决于工艺人员的个人经验,另外为了进行CAM 设计,工艺人需要将每道工序的三维模型设计出来,导致工艺设计对工艺人员的要求非常高,并且工作量巨大。因此发展和应用智能三维工艺技术是航空发动机机匣产品工艺设计的迫切需求。
美国是最早应用三维数字化技术的国家。基于模型的定义(Model based definition,MBD),是美国机械工程师协会及波音公司等经过10 多年的基础研究,并在波音787 飞机上正式全面实施的新一代产品定义方法。在基于 MBD 技术的产品设计中,用一个集成的三维数字化实体模型完整地表达产品信息,即将制造信息和设计信息(三维尺寸标注及各种制造信息和产品结构信息)共同定义到产品的三维数字化模型中[1]。随着三维数字化设计软件技术和计算机技术的进步,特别是产品采用 MBD 设计后,为制造工艺系统全面采用三维数字化工艺设计提供了数据和技术保障[2]。
国内部分企业逐步应用三维数字化工艺技术,如枭龙飞机和ARJ21 飞机机头的制作的完整过程中,结合数字化制造技术的发展趋势进行了部分三维工艺规划的试点应用[3]。
但是目前国内外发展三维数字化工艺设计技术任旧存在一些问题,首先是三维工序模型构建效率不高,虽然已有一些辅助手段进行工序模型构建,如通过同步建模手段按照逆向加工工艺流程的过程依次建立三维工序模型[4],或者基于UG/WAVE 的产品参数化建模[5]等技术方法可提升工序模型的设计,但是工序模型的自动生成技术目前仍未普遍应用,如何自动生成三维工序模型慢慢的变成了三维机加工艺设计中的瓶颈问题[6];其次是没有基于已积累的工艺知识和经验进行辅助的工艺设计与规划,导致工艺设计效率低且标准化程度不高。
航空发动机是飞机的“心脏”,也是一个国家加工制造技术的重要体现[7]。机匣作为航空发动机上最关键、最重要的部件之一,是支撑转子和固定静子的重要部件,分布于航空发动机风扇、压气机、燃烧室、涡轮以及排气系统等部件[89]。机匣零件一般为回转体结构,并通过配置不同的特征(比如凸台、型腔、槽、孔等)来达到不一样部位的使用性能。受工作环境的影响,不一样的部位的机匣采用不同的加工材料[10]。
航空发动机机匣零件是航空发动机加工制造的重点也是难点之一,不同的材料、不同的特征以及不同的形位公差要求都需要采用与之匹配的加工工艺,并且需要有相当的工程实践经验后才能熟练应用,由于不同技术人员工程经验的差异造成现有机匣加工工艺稳定性、成熟性和可靠性不高。
为了适应数字化生产条件下的机匣加工工艺需求,需要利用数字化手段,总结、集成并整合很多类型、各种特征的加工经验,形成可直接调用的机匣加工工艺知识库,通过数字化的手段确保机匣加工工艺的稳定性、成熟性和可靠性。
(1)更好地继承和利用机匣的三维设计模型。虽然工艺人员能够接收设计人员建立的机匣零件三维模型,但模型及模型上的PMI 标注信息却不能为工艺系统直接用,如果仅仅作为查看,而不能辅助工艺人员进行工艺分析和决策,模型及标注本身的价值则大大降低。
(2)更好地利用企业已积累的大量机匣零件工艺知识和经验。企业制订有各种规范和标准,但是这些知识、经验、规范和标准均独立在系统之外,工艺人需要去查找、挑选。使用符合标准要求的规范和标准也对工艺人员的设计经验和知识提出要求。即使找到比较合适的资料,工艺人员还需要复制粘贴到工艺系统中才能复用。缺乏知识的积累和复用体系来保证,企业的工艺知识又非常容易流失,导致某些设计质量上的问题在生产的全部过程中反复出现,引起质量波动。
(3)实现机匣零件三维工序模型快速构建。目前的设计模式下,需要工艺人员利用3D CAD 建立机匣零件的每道工序的三维工序模型,再将工序模型投影成工艺简图,不仅大幅度增加了工艺人员的工作量,而且也使得工艺人没办法将关注力集中在工艺本身。而当模型发生明显的变化时,或者工艺需要调整时,重建工序模型也使得工艺更改的工作量增加。
(4)实现机匣零件工艺三维可视化呈现。企业目前采用工艺卡片的呈现形式,文字加简图的表达方式缺乏工艺流程的直观、可视的表达。
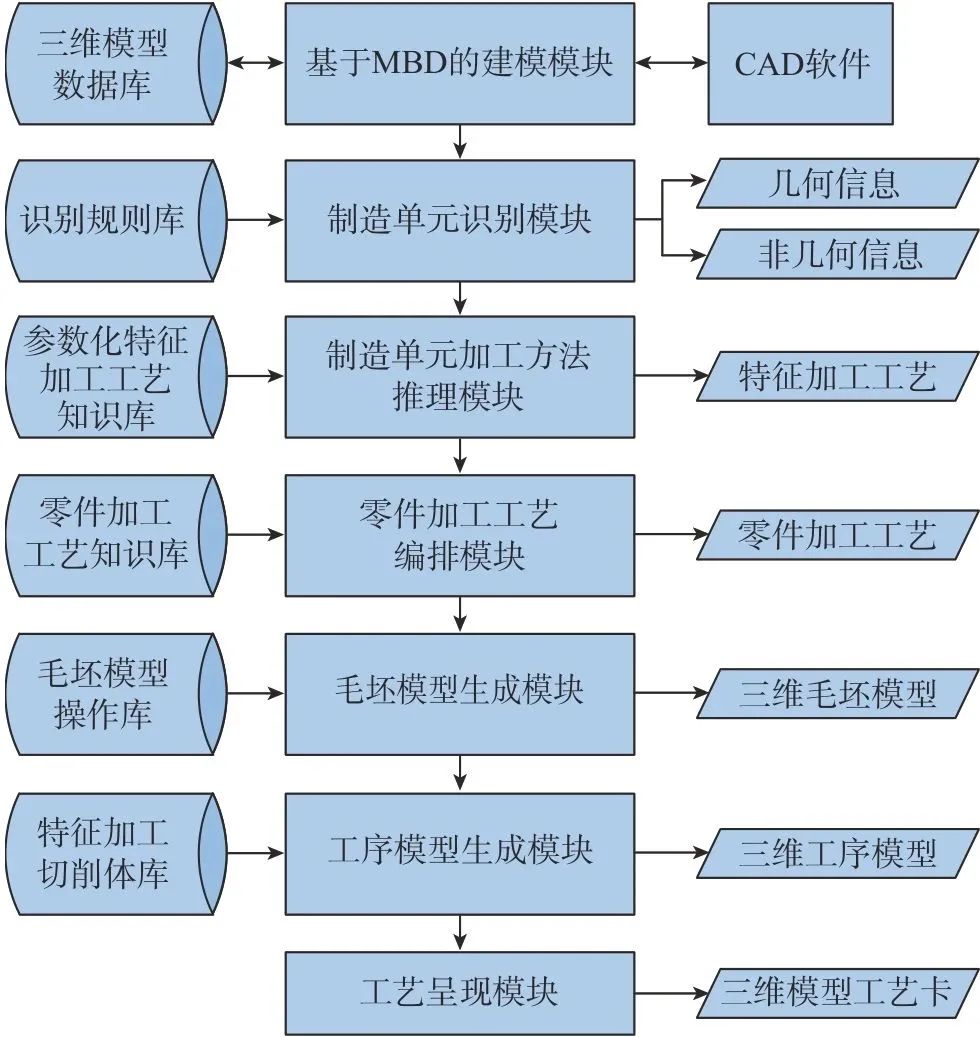
三维数字化工艺设计首先利用特征提取和识别技术分析零件MBD 模型,得到以特征为单位的几何、工艺信息。然后,通过工艺推理和决策模块获得所提取特征,识别加工需要的设备和工艺参数信息。在此基础上,通过人机交互编排工艺过程确定每道工序加工内容,再构建零件毛坯模型,然后基于每道工序加工内容正向从毛坯到零件自动创建每道工序的三维工序模型,最后推理每道工序的设备及刀具等加工参数,从而形成零件的加工工艺过程。数字化工艺设计软件技术路线 三维数字化工艺设计技术路线 Technical route of 3D digital process desig
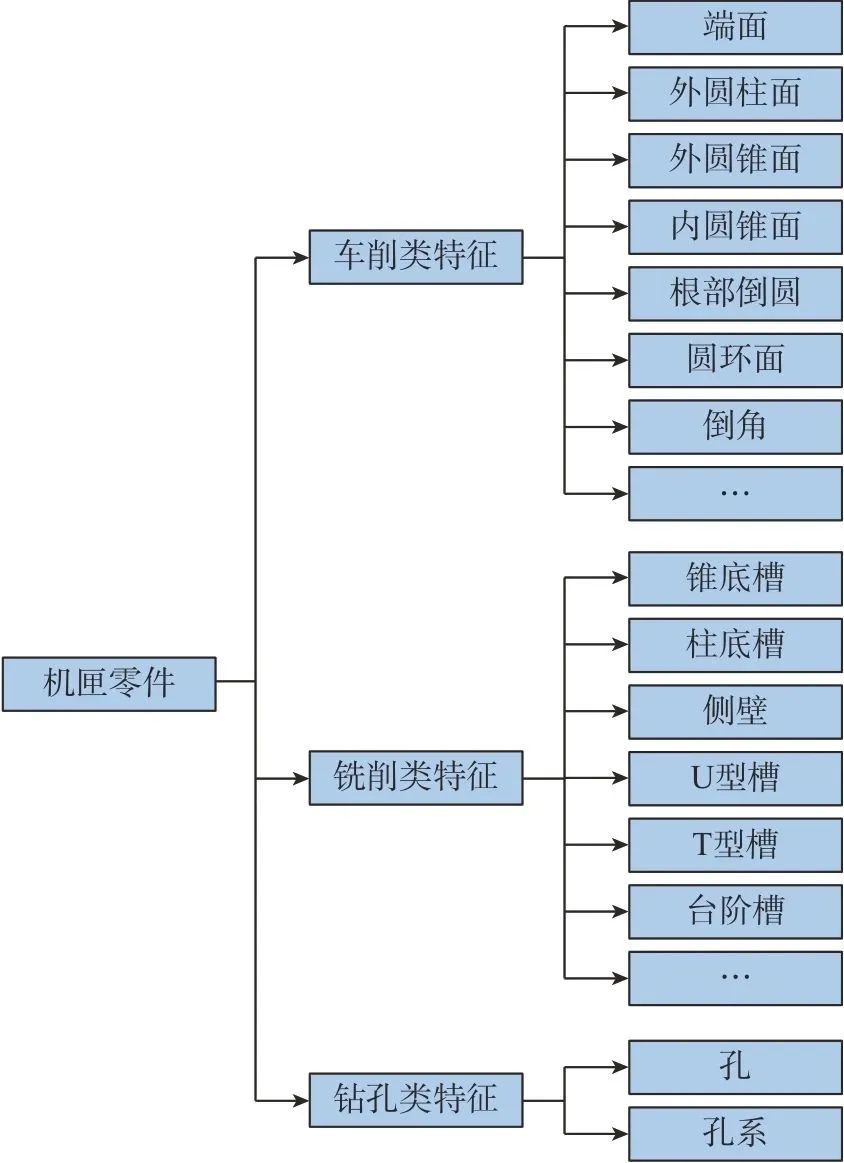
在加工特征几何信息识别中,根据几何体素的拓扑关系,将一个或多个几何体素信息合成加工特征;基于三维模型上的PMI 进行提取,获取产品制造信息,即非几何信息,包括尺寸标注、粗糙度标注、几何精度标注和文本标注等。特征识别结果如图3 所示。
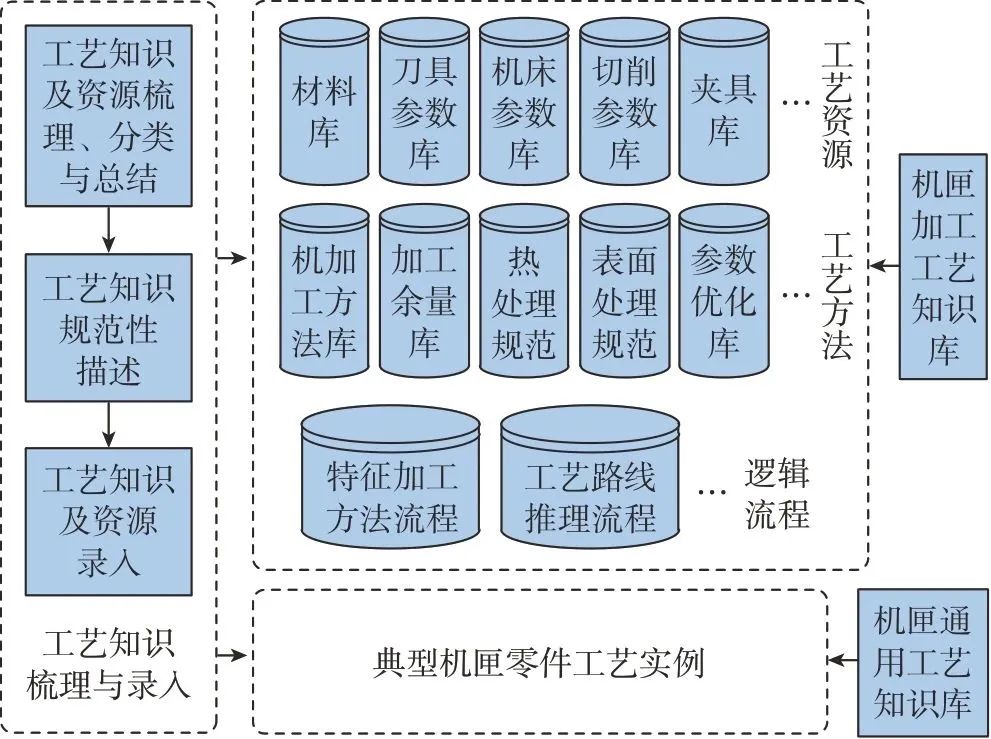
机匣零件工艺知识库包括加工工艺知识库、通用工艺知识库。加工工艺知识库,大致上可以分为工艺资源、工艺方法、工艺推理逻辑流程三大类。其中工艺资源为工艺基础数据,包括材料库、刀具库、设备库、切削参数库等;工艺方法有机加工工艺方法、加工余量、热处理规范等;工艺推理逻辑流程用于对特征加工方法和机匣零件工艺路线推理的逻辑判断。通用工艺知识库,包括典型机匣零件的工艺实例,将典型机匣零件的工艺实例以结构化数据来进行录入,供相似零件进行工艺复用,提高工艺设计效率与工艺质量。机匣零件工艺知识库框架如图5 所示。
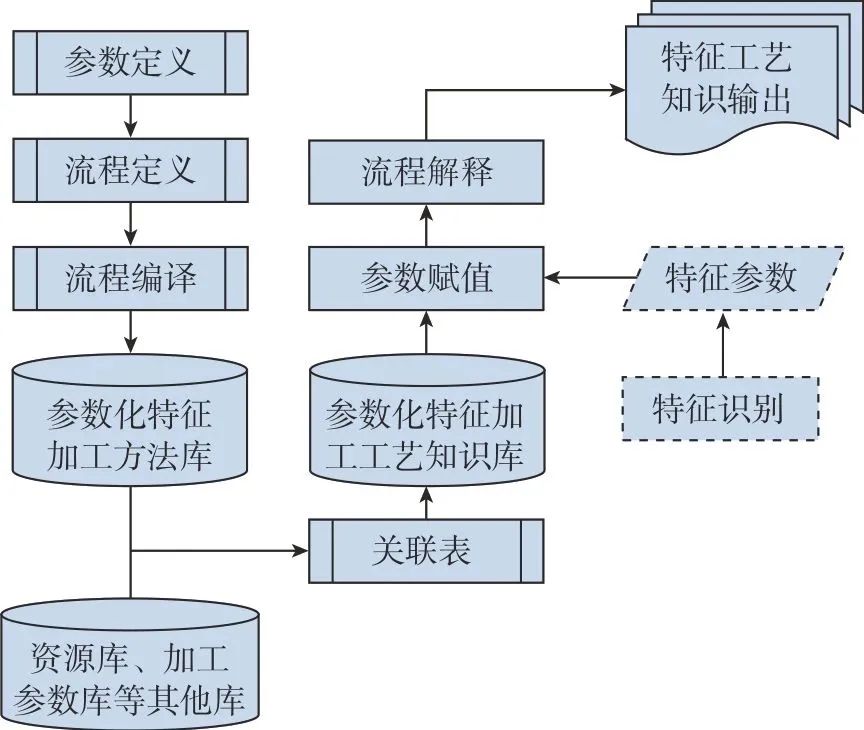
构建一个参数化工艺设计平台来使用工艺知识库中的加工方法推理逻辑流程,通过采用参数过程图技术实现特征工艺知识的表达、定义、解释和输出。定义参数过程图是工艺知识表达和应用的核心模块,其核心功能最重要的包含参数定义、流程定义、流程解释等功能,如图6 所示。
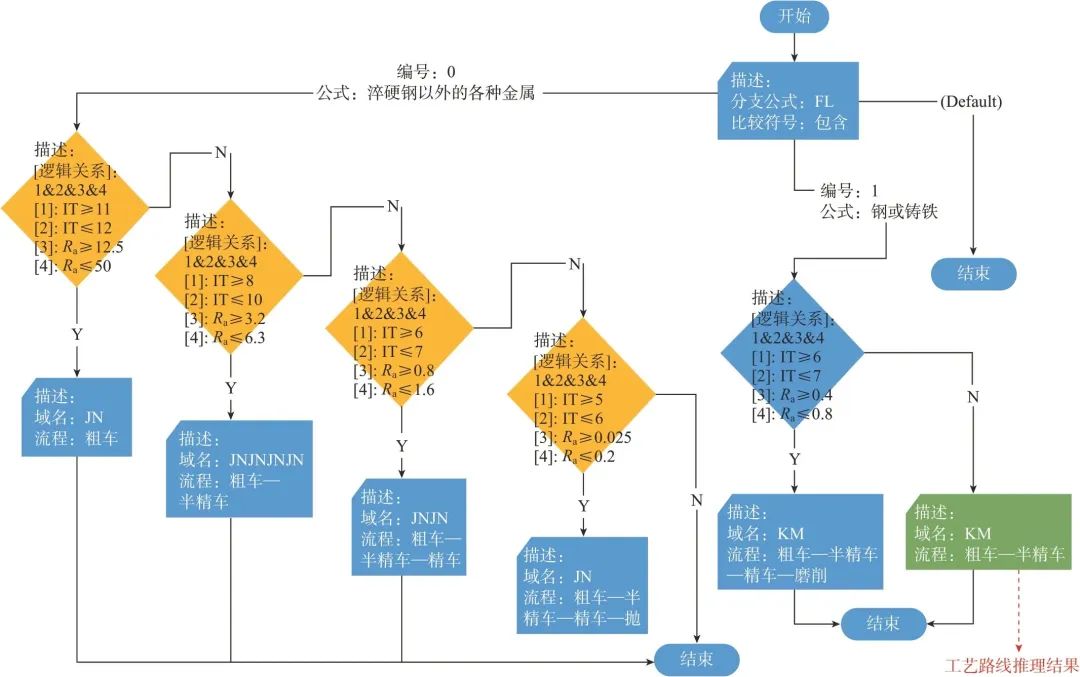
把工艺知识用可视化的流程图的方式表达。流程定义包括流程图的绘制、流程图中图元的属性确定等工作。简化的加工方法推理流程判定逻辑如图7所示。
输入工艺参数,通过解释工具对工艺知识进行推理判断,生成合乎条件的工艺过程和工艺内容。输入的变量取值不同,影响决策判断的条件,导致知识推理的过程可能会发生变化。
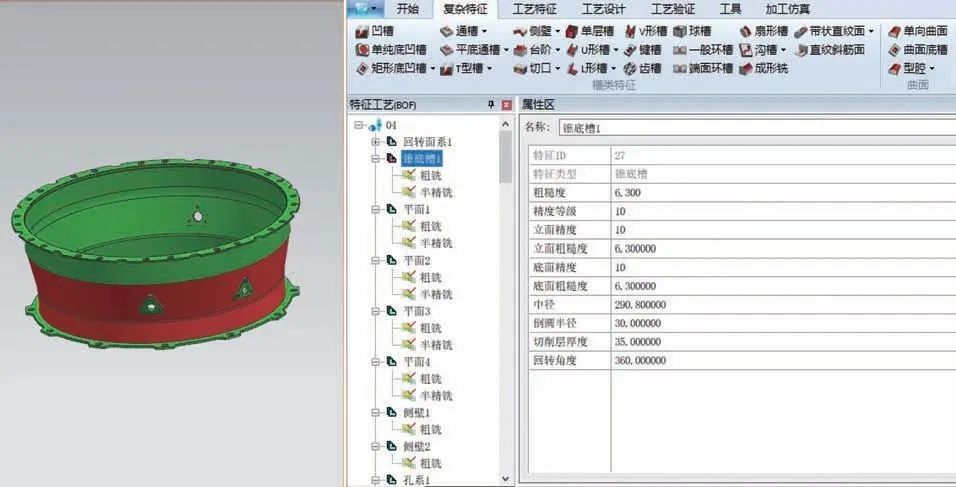
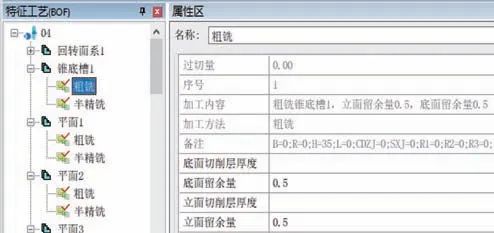
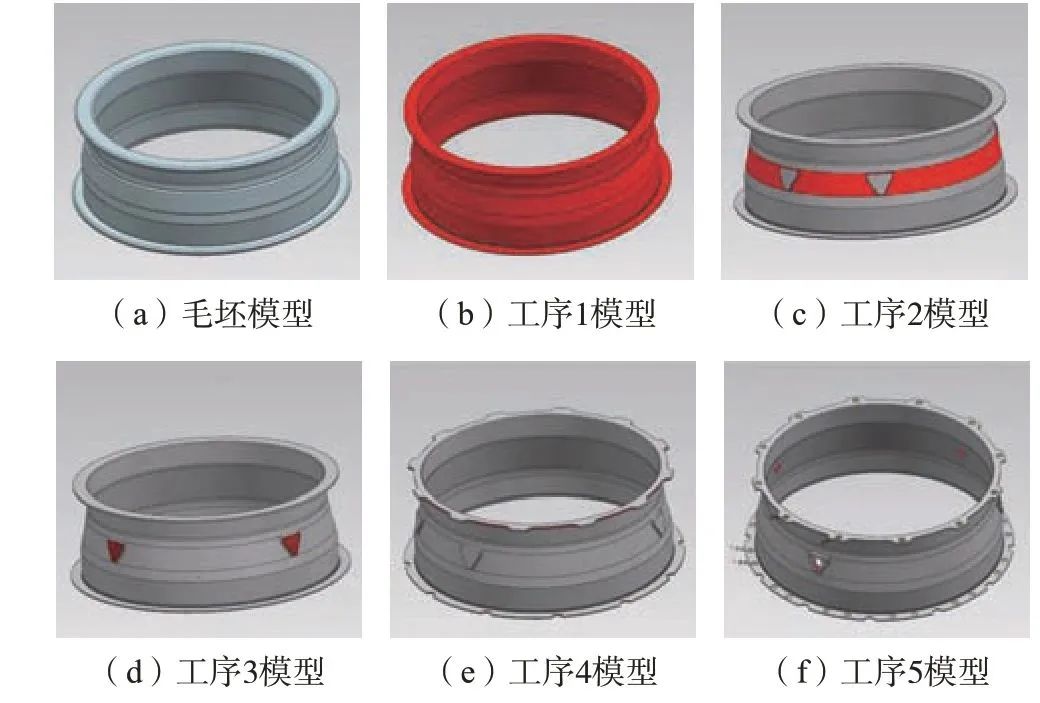
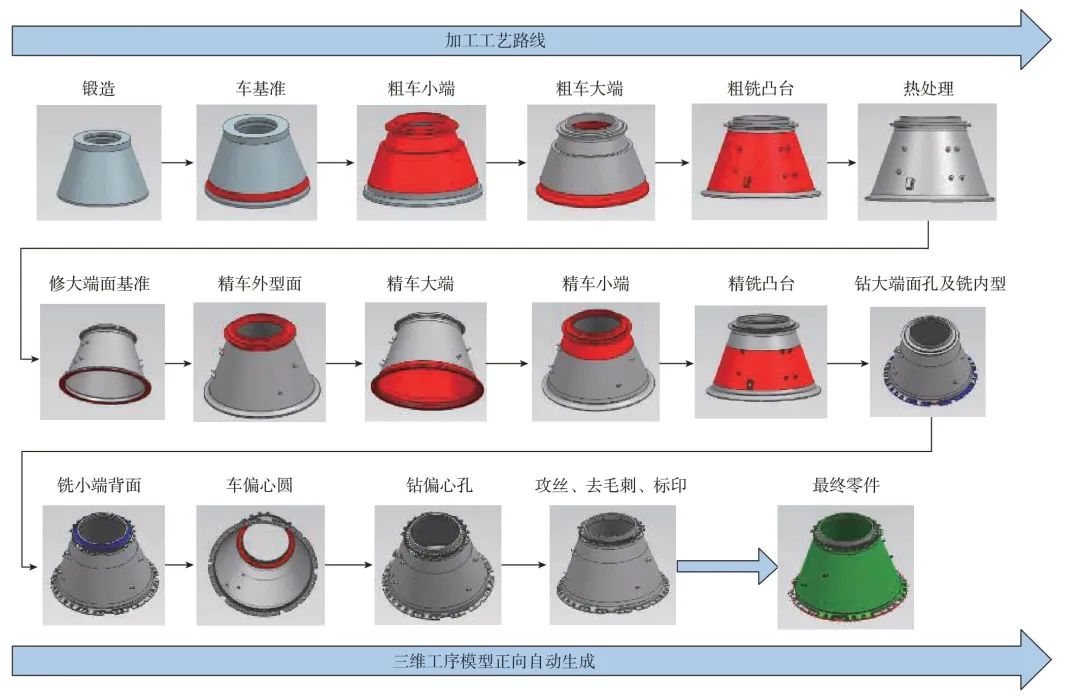
以毛坯模型为基础,实际的加工工艺路线做参考,根据特征识别技术提取到的特征几何数据产生特征的切削体,可以按实际加工顺序正向自动生成中间工序模型。生成工序模型如图9 所示。

随着三维CAD、可视化技术在制造业企业的推广应用,工艺设计手段也逐步地从二维工艺向三维工艺进行转变,因此许多企业也逐步应用了3D PDF(图10),将三维模型输出至3D PDF 格式的工艺卡片中,使用三维模型替代原有二维工程图。
(2)通过工艺推理获得特征的加工步骤与余量,然后根据典型机匣工艺模板确定机匣零件工艺路线,自动构建三维工艺模型,典型机匣零件工艺流程如图12 所示。

(3)添加一些工艺参数以及中间模型的加工尺寸公差要求从而完成工艺规划过程,并输出3D 工艺卡片形成零件的加工工艺规程。
通过三维工艺设计在典型机匣产品的应用验证,较传统的二维工艺卡片设计模式效率提升了20%以上,为三维工艺在机匣产品的应用推广打下了坚实的基础。
▪ 多快好省!探寻中航工业集团某所3DDFC智能化成本估算的“制胜密钥”
▪ 首创突破 降本设计 开目三维制造成本分析与估算软件3DDFC重磅发布!
▪ 助力学科建设,赋能人才培养 开目软件助推中国机械创新设计大赛圆满落幕
▪ 长安论道 洞见智造 开目软件2024数字化转型应用实践论坛圆满落幕
▪ 上海电气上重铸锻数字化工艺协同平台项目真正开始启动,全速迈进信息化新阶段
▪ 开目3DAST入选 “新一代信息技术应用创新首航行动”重点场景工业软件集成适配方案
▪ 开目软件受邀亮相第二届软件创新发展大会,助力推动工业软件高质量发展!
▪ 2024年CIMC“西门子杯”中国人机一体化智能系统挑战赛全国总决赛在湖州举行
▪ 2024世界机器人大会闭幕:头部企业加速构建产业生态 行业发展仍需跨越鸿沟
▪ 调查报告:制造商在AI应用方面领先,超六成预估仅需11个月就可以实现AI目标
▪ 汇川技术:预计2024年传统行业需求略有回暖实施双重策略扩展海外市场
米乐6
联系人:戴经理
电话:0576-84757788
移动电话:13857621608
传真:0576-84736678
地址:浙江省台州市黄岩区宁溪镇宁川东路96号
公司主页:www.jldqz.com
 官网
官网
 阿里店铺
阿里店铺
上一篇:翰林V2
地址:浙江省台州市黄岩区宁溪镇宁川东路96号
联系人:戴经理
电话:0576-84757788 移动电话:13857621608 传真:0576-84736678
公司主页:www.jldqz.com
阿里店铺
